
Podstawowe komponenty i zasada działania Maszyna do drukowania kubków plastikowych
Definicja i zasady druku tamponowego w personalizacji kubków plastikowych
Drukowanie przez przełożenie pozwala na precyzyjne umieszczanie skomplikowanych wzorów na trudnych do wydruku powierzchniach, takich jak zakrzywione lub nieregularnie ukształtowane plastikowe kubki, dzięki specjalnej metodzie przenoszenia za pomocą silikonowego podkładu. Ta technika skutecznie rozwiązuje problem nanoszenia płaskich grafik na trójwymiarowe obiekty. Kluczem do sukcesu jest elastyczny silikonowy podkład, który dostosowuje się do dowolnej powierzchni, na której ma być wydrukowany obraz. W pierwszej kolejności farba wypełnia drobne bruzdy wytrawione w metalowych lub plastikowych płytach zwanych kliżami. Następnie następuje moment magii – silikonowy podkład chwyta obraz z farby i ostrożnie przenosi go dokładnie w odpowiednie miejsce na powierzchni kubka. To, co czyni tę metodę tak skuteczną, to jej zdolność do zachowania wysokiej jakości detali nawet przy obecności różnego rodzaju wypukłości i krzywizn, z którymi tradycyjne metody druku nie są w stanie sobie poradzić.
Główna rola technologii przenoszenia za pomocą podkładu silikonowego w nanoszeniu farby
Sukces przeniesienia farby zależy naprawdę od tych poduszek silikonowych, ponieważ są one wystarczająco elastyczne (twardość wg skali Shore’a w zakresie 40–60) i chemicznie dobrze wiążą się z farbą. Poduszki te potrafią radzić sobie ze wszystkimi rodzajami nierówności powierzchni, nie psując jakości nadruku nawet przy pełnej prędkości na liniach produkcyjnych. Większość termoodpornych silikonów wytrzymuje około 20–30 cykli na minutę, a po ścisnięciu o pół milimetra do 1,5 mm oddają farbę całkowicie. To, co je wyróżnia, to odporność na wodę, która zapobiega rozlewaniu się farby w niepożądanych miejscach na chropowatych lub nierównych powierzchniach. Niektóre badania dotyczące przylegania polimerów wykazały, że te systemy potrafią przenieść ponad 95 procent farby, co jest absolutnie konieczne, aby zapewnić trwałość i bezpieczeństwo żywnościowe nadruków na produktach takich jak puszki i butelki do napojów.
Elementy maszyn, takie jak poduszki przenoszące i płyty drukujące – objaśnienie
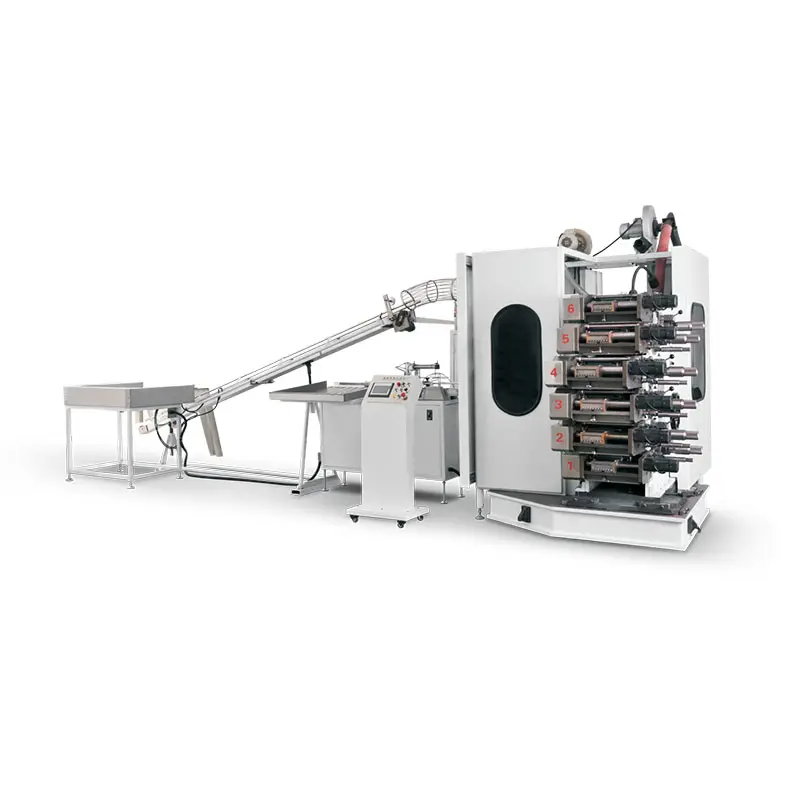
Typowa maszyna do drukowania na plastikowych kubkach integruje trzy podstawowe podsystemy:
| Komponent | Funkcja | Specyfikacja techniczna |
|---|---|---|
| Cliché | Utrzymuje wygrawerowany wzór projektu | Płyty stalowe o głębokości grawerowania 15–25 µm |
| Kubek farbowy | Zapewnia uszczelnienie i rozprowadza farbę | Stal nierdzewna wykonana numerycznie z dokładnością ±0,01 mm |
| Podkład transferowy | Nośnik przelewania farby | Silikon spełniający normy FDA o odporności na rozerwanie 180°–220° |
Systemy precyzyjnego dopasowania utrzymują dokładność pozycjonowania w zakresie 0,05 mm przez ponad 10 000 cykli, umożliwiając spójne nadrukowanie logo, oznaczeń bezpieczeństwa oraz grafik na obrzeżach jednorazowych kubków.
Proces drukowania tamponskiego krok po kroku dla kubeczków plastikowych
Jak uszczelniona nakładka z tuszem zapewnia stałe zaopatrzenie tuszu na płytę cieniową
Gdy uszczelniona nakładka z tuszem styka się z płytą trawioną, wypełnia wszystkie te małe rowki tuszem, nie pozwalając rozpuszczalnikom uciekać do powietrza. Całe urządzenie działa jak system zamknięty, który utrzymuje tusz w odpowiedniej konsystencji nawet podczas długich serii produkcyjnych. Następnie nakładka cofa się, a specjalne wyczyszczające ostrze (tzw. nożyk docierający) usuwa cały nadmiar tuszu, który nie był potrzebny. To, co zostaje, to wyłącznie tusz znajdujący się w wygrawerowanych sekcjach wzoru. Oznacza to, że każdy kolejny plastikowy kubek opuszczający linię wygląda niemal identycznie jak poprzedni, co jest dokładnie tym, czego chcą producenci, gdy wymagają spójnych wyników od maszyn drukujących przy produkcji tysięcy sztuk.
Mechanizm przenoszenia tuszu z płyty trawionej na poduszkę silikonową
Gdy podkładka silikonowa opada na atramentowany cliché, ugina się wystarczająco, aby odebrać wszystkie drobne detale obrazu. Większość podkładek używanych do nadruku na kubkach ma twardość w skali Shore'a w zakresie od 40 do 60 stopni, co zapewnia odpowiednią kombinację elastyczności i wytrzymałości. Podkładka pozostaje w kontakcie przez około pół sekundy do dwóch sekund, podczas których rozpuszczalniki w atramencie zaczynają działać. To, co następuje dalej, jest dość interesujące: atrament przylega lepiej do podkładki niż do metalowej płyty znajdującej się u dołu. Oznacza to czystsze przenoszenie obrazu i ostry wydruk nawet po wielokrotnym użyciu.
Precyzyjne Wyrównanie i Nacisk Kontaktowy Podczas Nadruku Podkładką
System osiąga dokładność pozycjonowania na poziomie około 0,01 mm, dzięki czemu poduszka z tuszem idealnie trafia we właściwe miejsce na tych plastikowych kubkach. Ciśnienie w cylindrach pneumatycznych można dostosować w zakresie od około 3 do 15 psi, w zależności od grubości ścianek kubka i rodzaju materiału, z którego są wykonane. W przypadku kompresji poduszki zwykle pracujemy w zakresie około 30% do 70%. To pozwala uwzględnić różne rodzaje odchyleń występujących podczas procesu formowania wydmuchowego. Czasem kubki wychodzą nieco owalne lub mają lekkie deformacje. Kontrolowana kompresja zapewnia pełny kontakt poduszki, bez fizycznego odkształcania samego kubka.
Dynamika zwolnienia i cofnięcia dla czystej reprodukcji obrazu
Gdy podkładka się cofa, jej zdolność do powrotu do pierwotnego kształtu powoduje ruch odrywania zaczynający się od środka i rozchodzący się na zewnątrz. To pomaga zmniejszyć rozmazywanie i zachować drobne detale. Materiał ma dość niską napięcie powierzchniowe, około 20–24 mN/m, co ułatwia czyste oddzielenie farby. Przed drukowaniem większość producentów poddaje powierzchnię kubka obróbce ogniem lub plazmą. Ten etap ma duże znaczenie, ponieważ bez odpowiedniego przylegania ważne elementy, takie jak kody kreskowe na opakowaniach żywności, po prostu nie zostaną wydrukowane poprawnie. Etykiety z informacjami o wartości odżywczej również muszą być czytelne, aby klienci mogli je łatwo odczytać w sklepach spożywczych.
Przygotowanie projektu i grawerowanie niestandardowej dekoracji plastikowego kubka
Konwersja projektu cyfrowego do druku na powierzchniach zakrzywionych lub nieregularnych
Przygotowując grafikę do druku na cylindrycznych kubkach, projektanci muszą dostosować ją za pomocą narzędzi wektorowych, które poprawnie obsługują krzywe i zniekształcenia. Fachowcy korzystają z konkretnych pakietów oprogramowania, tworzących wirtualny model 3D gotowego produktu. Pozwala to na precyzyjne dopasowanie rozmiarów i kształtów, dzięki czemu logo firmy nie zostanie rozciągnięte podczas druku na zakrzywionych powierzchniach, nawet przy obejmowaniu niemal całej obwodu pod kątem zbliżonym do 250 stopni. Poprawne wykonanie tych korekt zapewnia, że marka będzie dobrze wyglądać na całym kubku, co jest szczególnie ważne w przypadku produktów, gdzie firma chce, by jej logo otaczało całą powierzchnię pojemnika, którego wysokość jest zazwyczaj około dwukrotnie większa niż jego szerokość.
Tworzenie płyt rytowanych (cliché) do dokładnej reprodukcji obrazu
Kliście mogą być wykonywane z hartowanej stali lub różnych polimerów, w zależności od tego, co najlepiej nadaje się do danego zadania. Następnie są one grawerowane za pomocą laserów przemysłowych, które tworzą mikroskopijne wgłębienia odpowiadające dokładnie wymaganiom projektu pod względem odpowiedniego rozprowadzenia farby na powierzchniach zakrzywionych. Większość nowoczesnych układów osiąga głębokość wgłębień w zakresie od 10 do 40 mikronów, z dokładnością plus-minus około 2 mikrony, co zapewnia niemal identyczną ilość nanoszonej farby za każdym razem. Inteligentne maszyny dostosowują takie parametry jak moc lasera, wahającą się od około 50 watów do 200 watów, jednocześnie poruszając się z prędkościami od pół metra na sekundę aż do trzech metrów na sekundę. Ta elastyczność pozwala im bezproblemowo radzić sobie zarówno z delikatnymi detalami liniowymi, jak i dużymi obszarami wymagającymi pełnego pokrycia.
Wybór i obróbka materiałów dla optymalnego przylegania farby
Producenci chcący uzyskać dobrą przyległość farby na kubkach plastikowych muszą najpierw poddać powierzchnię obróbce. W przypadku polipropylenu i polietylenu dostępne są dwie główne opcje. Przetwarzanie koronowe polega na zwiększeniu poziomu energii powierzchniowej w zakresie od około 40 do 60 mJ na metr kwadratowy. Systemy plazmowe oferują inne podejście, które zazwyczaj podnosi poziom dyn na powierzchniach PE z około 31 do ok. 54 mN/m. Osiągnięciem tych metod jest poprawa właściwości zwilżania i lepsza przyległość. Wyniki mówią same za siebie – niektóre zakładu raportują osiągnięcie nawet blisko 98% efektywności przeniesienia farby po odpowiedniej obróbce. Trwałość pozostaje zachowana nawet po setkach cykli mycia, co czyni je idealnym wyborem dla pojemników certyfikowanych przez NSF, które muszą być wielokrotnie używane w aplikacjach gastronomicznych, gdzie standardy bezpieczeństwa są najwyższe.
Pokonywanie wyzwań związanych z drukowaniem na trójwymiarowych i złożonych kształtach kubków plastikowych
Dostosowanie poduszek silikonowych do druku na materiałach plastikowych o kształtach
Poduszki silikonowe dobrze przylegają do trudnych kształtów kubków, które są zakrzywione, żebrowane lub mają tzw. fluty, gdy są odpowiednio sprężone. Dobierając odpowiedni stopień twardości w skali Shore A od 20 do 60, inżynierowie muszą znaleźć optymalny punkt równowagi między elastycznością materiału, umożliwiającą obejmowanie konturów, a wystarczającą zdolnością do powrotu do pierwotnego kształtu, by zapewnić ostre i wyraźne obrazy drukowane. Dzięki tej elastyczności, druk tampowy świetnie sprawdza się na szczegółowych przedmiotach, takich jak wspomniane żebrowane termokubki, które są obecnie bardzo popularne, czy też eleganckie kieliszki do koktajli z różnorodnymi wzorami powierzchni.
Pokonywanie wyzwań związanych z drukiem na nierównych powierzchniach plastikowych kubków
Niezawodny druk na nierównych powierzchniach zależy od trzech kluczowych czynników:
- Dostosowanie kątowe – Poduszki mogą przechylać się do 15° podczas transferu, aby dopasować się do asymetrycznych konturów
- Kontrola lepkości – Farby wysokostężone (65–75% ciał stałych wagowo) zapobiegają przepływowi na powierzchniach nachylonych lub pionowych
- Przygotowanie powierzchni – Trawienie plazmowe zwiększa przyczepność do tworzyw sztucznych o niskiej energii, takich jak polietylen, o 40%, co potwierdzono zgodnie z normą ASTM D3359-23
Zastosowania w druku na nakrętkach butelek i opakowaniach napojów
Ta sama technologia służy do nadawania kodów partii na nakrętkach polipropylenowych oraz pełnokolorowych grafik na kubkach z PETG. Nowoczesne maszyny obsługują obszary druku o powierzchni nawet 2 mm² (np. wieczka farmaceutyczne) lub umożliwiają drukowanie pełnego obrotu 360° na dużych kubkach stadionowych, oferując niezrównaną uniwersalność w różnych formatach opakowań.
Paradoks branżowy: wysoka precyzja kontra zmienna geometria powierzchni
Zaawansowane systemy rozwiązuje sprzeczność między precyzją a zmiennością poprzez dynamiczne dostosowania:
- Pozycjonowanie kliSZu w czasie rzeczywistym (dokładność ±0,1 mm)
- Adaptywna kontrola ciśnienia poduszki (10–50 N/cm²)
- Wieloetapowe utwardzanie UV w celu efektywnego działania w zakrytych lub wgłębionych miejscach
Ta możliwość wyjaśnia, dlaczego obecnie 78% dekorowanych plastikowych pojemników wykorzystuje druk tampowy (Roczny Raport FTA 2023), mimo rosnącej konkurencji ze strony metod cyfrowych bezpośrednich.
Automatyzacja, konserwacja i kontrola jakości w produkcji wysokoprędkościowej
Integracja Maszyna do drukowania kubków plastikowych z systemami formowania i układania
Nowoczesne jednostki druku tampowego integrują się bezproblemowo z liniami termoformowania i układania poprzez automatyzację sterowaną przez PLC, wspierając prędkości produkcji przekraczające 2500 kubków na godzinę. Synchronizacja w układzie zamkniętym zapewnia płynny przepływ materiału od formowania przez drukowanie aż po pakowanie, utrzymując dokładność rejestracji w granicach ±0,3 mm podczas ciągłej pracy.
Zastosowanie w środowiskach produkcji żywności bezpiecznej i wysokoprędkościowej
Drukarki klasy spożywczej wykorzystują certyfikowane przez NSF elementy silikonowe i nisko VOC, UV-trudne atramenty, które natychmiast twardnieją pod napędem LED. Badanie zgodności FDA z 2023 r. wykazało, że systemy te zmniejszają ryzyko zanieczyszczenia o 84% w porównaniu z ręcznym dekoracją, utrzymując natomiast szybkość cyklu 4560 odcisków na minutę w higienicznych warunkach.
Kontrola jakości w czasie rzeczywistym w celu zapewnienia przejrzystości i zgodności druku
Systemy automatycznego widzenia wyposażone w kamery przemysłowe wykonują kontrole 360° przy prędkości 120 klatek na sekundę, wykrywając wady takie jak zacierań lub niezgodności powyżej progu 0,5 mm. Modele uczenia maszynowego wyszkolone na ponad 50 000 próbach wad zapewniają dokładność wykrywania 99,7%, zgodną z branżowymi standardami produkcji bez wad.
Regularne konserwacje kubków, podkładek i klichów
| Komponent | Częstotliwość konserwacji | Kluczowe zadanie |
|---|---|---|
| Podkładki silikonowe | Co 8 godzin | Oczyść alkoholem izopropylowym |
| Kliché Płyta | Codziennie | Głębokość wyrywania (≥ 25 μm) |
| Kubek farbowy | Tygodniowe | Wymiana ostrzy wycieraczek |
Powszechne problemy w procesie druku na podkładce i strategie minimalizowania czasu przestoju
Około 12 procent zleceń drukowania doświadcza częściowego przenoszenia farby na podstawie najnowszych danych produkcyjnych z 2024 roku. Większość operatorów rozwiązuje ten problem, dostosowując twardość podkładki w zakresie od 60 do 80 w skali Shore A lub zwiększając nacisk wybijaka o około 15–20 procent. Nowoczesne systemy szybkiej wymiany kaset umożliwiają wymianę zużytych komponentów, takich jak podkładki drukujące, płytki klienowe i miseчки do farby, w ciągu mniej więcej 90 sekund. To znacznie skróciło przestoje maszyn podczas zmian, obniżając je średnio z 22 minut do zaledwie nieco ponad 3 minut. Dla menedżerów produkcji tego typu ulepszenia oznaczają mniejszą liczbę przerw i lepszą ogólną wydajność całego zakładu.
Często zadawane pytania
Jaka jest główna zaleta druku tampograficznego na plastikowych kubkach?
Główną zaletą jest możliwość drukowania szczegółowych wzorów na powierzchniach zakrzywionych lub nieregularnych, przy zachowaniu wysokiej jakości detali nawet na chropowatych powierzchniach.
Jak często należy czyścić podkładkę silikonową?
Płytę silikonową należy czyścić co 8 godzin, używając alkoholu izopropylowego.
Dlaczego płyty silikonowe są niezbędne w druku tamponowym?
Płaty silikonowe są elastyczne i chemicznie dobrze wiążą się z farbą, umożliwiając obsługę nierówności powierzchni bez utraty jakości nadruku.
W jaki sposób zapewnia się skuteczność przenoszenia farby na modyfikowanych plastikach?
Modyfikacje powierzchni, takie jak obróbka koronowa i plazmowa, poprawiają przyleganie i zwiększają skuteczność przenoszenia farby, osiągając nawet 98% efektywności.
Jaką szybkość mogą osiągać współczesne maszyny do druku tamponowego?
Nowoczesne maszyny mogą osiągać prędkość produkcji przekraczającą 2500 sztuk na godzinę, przy cyklu 45–60 nadruków na minutę w środowiskach przeznaczonych do artykułów spożywczych.
Spis treści
- Podstawowe komponenty i zasada działania Maszyna do drukowania kubków plastikowych
- Proces drukowania tamponskiego krok po kroku dla kubeczków plastikowych
- Przygotowanie projektu i grawerowanie niestandardowej dekoracji plastikowego kubka
-
Pokonywanie wyzwań związanych z drukowaniem na trójwymiarowych i złożonych kształtach kubków plastikowych
- Dostosowanie poduszek silikonowych do druku na materiałach plastikowych o kształtach
- Pokonywanie wyzwań związanych z drukiem na nierównych powierzchniach plastikowych kubków
- Zastosowania w druku na nakrętkach butelek i opakowaniach napojów
- Paradoks branżowy: wysoka precyzja kontra zmienna geometria powierzchni
-
Automatyzacja, konserwacja i kontrola jakości w produkcji wysokoprędkościowej
- Integracja Maszyna do drukowania kubków plastikowych z systemami formowania i układania
- Zastosowanie w środowiskach produkcji żywności bezpiecznej i wysokoprędkościowej
- Kontrola jakości w czasie rzeczywistym w celu zapewnienia przejrzystości i zgodności druku
- Regularne konserwacje kubków, podkładek i klichów
- Powszechne problemy w procesie druku na podkładce i strategie minimalizowania czasu przestoju
-
Często zadawane pytania
- Jaka jest główna zaleta druku tampograficznego na plastikowych kubkach?
- Jak często należy czyścić podkładkę silikonową?
- Dlaczego płyty silikonowe są niezbędne w druku tamponowym?
- W jaki sposób zapewnia się skuteczność przenoszenia farby na modyfikowanych plastikach?
- Jaką szybkość mogą osiągać współczesne maszyny do druku tamponowego?