
Основне компоненте и принцип рада Машина за штампање пластичних шоља
Дефиниција и принципи печати падова у прилагођавању пластичних шоља
Печат на плочицама омогућава прецизно постављање сложених дизајна на те сложне закривљене или чудно обличне пластичне шоље захваљујући посебном методу преноса силикона. Ова техника заправо ради око проблема стављања равних уметничких дела на тродимензионалне објекте. Тајна лежи у флексибилној силиконској подложци која се самообликује на било коју површину на којој треба штампати. Да би се почело, мастило попуњава ситне жлебове изсечене у металне или пластичне плоче које се називају клише. Затим долази магични део када силиконски падић зграби слику мастила и пажљиво је постави тачно тамо где је потребно на површини чаше. Оно што чини овај метод тако добрим је то што одржава квалитет детаља чак и када се бави свим врстама убочина и кривица са којима се обичне методе штампе једноставно не могу носити.
Ključna uloga tehnologije prenosa silikonskim tamponom u nanošenju mastila
Uspeh prenosa boje zaista zavisi od tih silikonskih podmetača jer su dovoljno elastični (tvrdoća po Šoru između 40 i 60) i hemijski stvarno dobro vezuju boju. Ovi podmetači mogu da obrade sve vrste neravnina na površini bez oštećenja kvaliteta štampe pri radu punom brzinom na proizvodnim linijama. Većina toplotno otpornih silikona može da izdrži oko 20 do 30 ciklusa svake minute, a kada se sabiju za pola milimetra do 1,5 mm, potpuno otpuste boju. Ono što ih čini posebnim je svojstvo odbijanja vode koje sprečava širenje boje tamo gde ne treba, na hrapavim ili neravnim površinama. Neki studiji o prianjanju polimera pokazuju da ovi sistemi uspevaju da prenesu više od 95 procenata boje, što je apsolutno neophodno kako bi trajni otisci koji su sigurni za kontakt sa hranom ostali na predmetima poput limenki za piće i boca.
Objašnjenje komponenti mašina kao što su prenosni podmetači i ploče za štampanje
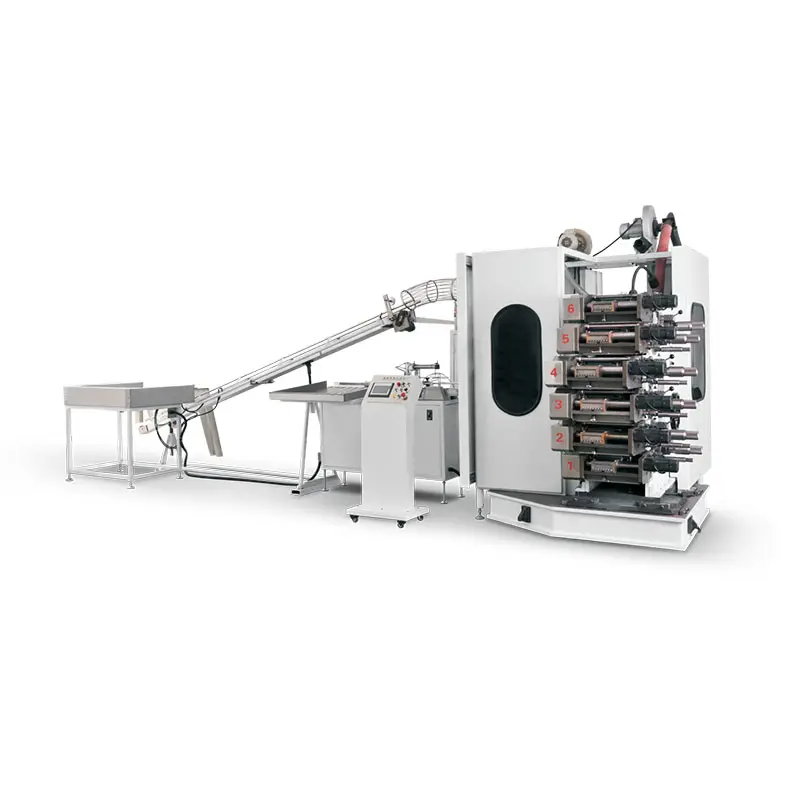
Типична машина за штампање пластичних чаша има три основна подсистема:
| Компонента | Funkcija | Техничка спецификација |
|---|---|---|
| Клише | Држи гравирани дизајн образац | Челичне плоче са дубином гравирања 1525μm |
| Црна чаша | Запљуши и дистрибуира мастило | ЦНЦ обрађена нержавећа челика са толеранцијом од ±0,01mm |
| Пад за пренос | Медији за преношење мастила | Силикон FDA-греа са отпорност на сузе од 180°220° |
Системи прецизног усклађивања одржавају тачност позиције у оквиру 0,05 мм током 10.000+ циклуса, омогућавајући доследно украшавање логотипа, безбедносних ознака и графика рамена на чашама за једнократну употребу.
Корак по корак процес штампања пластичних чаша
Како запечаћена чаша за мастило обезбеђује конзистентну залиху мастила на клише
Када запечаћена чаша за мастило дође у контакт са гравираној плочицом, она испуњава све те мале жлебце мастилом, а да растварачи не би излетели у ваздух. Цео систем функционише као затворен систем који задржава мастило на самој правилној конзистенцији чак и током дугих производних сезона. Затим долази део када се чаша повуче с пута, и ова ствар која се зове лекарско оштро одраза све додатне мастило које није било потребно. Оно што је остало је само оно што се налази у тим изрезаним дизајнерским секцијама. То значи да свака пластична чаша која изађе са линије изгледа идентично као и претходна, што је управо оно што произвођачи желе када им требају доследни резултати од својих штампача на хиљадама јединица.
Механизам преноса мастила са гравиране плоче на силиконску подложку
Када се силиконски падић спушти на клише, савија се довољно да би сакупио све мале детаље на слици. Већина падова које се користе за чаше имају тврдоћу на брегу негде око 40 до 60 степени, што им даје праву комбинацију давања и снаге. Пад остаје у контакту око пола до две секунде док растворитељи у мастилу почињу да раде своју магију. Оно што се догодило затим је прилично лепо: мастило се боље лепи на паду него на металну плочу испод. То значи чистије преносе и слике које остају оштре чак и након штампања.
Прецизно усклађивање и контактни притисак током штампања перде
Систем постиже тачност позиције до око 0,01 мм, тако да се мастило услијеђује са местом где треба да иде на те пластичне шоље. Притисак из пнеуматичких цилиндра може се прилагодити између око 3 и 15 пси у зависности од тога колико су дебели зидови чаше и из којег су материјала направљени. Када је реч о компресији плоча, обично радимо у распону од око 30% до 70%. То помаже да се објасни све врсте варијација које се дешавају током процеса формирања. Понекад чаше изађу мало овално или имају мале кривине овде и тамо. Контролисана компресија осигурава да подлога и даље врши потпуни контакт без деформисања самог чаша.
Динамика ослобађања и ретракције за чисту репликацију слике
Када се подлога повуче, њена способност да се одскочи изазива покрет одчицања који почиње из средине и креће се напоље. То помаже да се смање прљављење и да се ти мали детаљи задржавају у неповређеном стању. Материјал има прилично низак површински напетост око 20 до 24 мН/м што олакшава чишћење мастила. Међутим, пре штампања, већина произвођача третира површину чаше или ватром или неком врстом плазменог третмана. Овај корак је заиста важан јер без одговарајуће адхезије, важне ствари као што су штрих кодови на паковањима хране једноставно неће бити исправно штампани. На етикетама са питањима треба да буде јасно да би их купци могли правилно прочитати у продавницама.
Припрема дизајна и гравирање за прилагођене пластичне декорације чаша
Дигитална конверзија дизајна за штампу на закривљеној или нерегуларној површини
Када припремају уметничка дела за цилиндричне шоље, дизајнери морају да их прилагоде користећи инструменте засноване на векторима који правилно управљају кривама и деформацијама. Професионалци из индустрије ослањају се на специфичне софтверске пакете који стварају виртуелни 3Д модел готовог производа. То им омогућава да прилагоде величине и облике тако да логотипи компаније неће бити истегнути када се штампају око тих закривљених површина, чак и када се скоро све окружују под углом који се приближава 250 степени. Правилно прилагођавање осигурава да бренд изгледа добро свуда на шољи, што је заиста критично за производе где компаније желе да њихов логотип буде потпуно увијен око контејнера који су обично око два пута виши од ширине.
Изградња гравираних плоча (клише) за прецизно репродуковање слике
Сами клишеи могу бити направљени или од тврдог челика или различитих полимера у зависности од тога шта најбоље одговара задатку. Затим се они гравирају помоћу индустријских ласера који стварају те ситне шупљине које се тачно уклапају са оном што је потребно за правилну дистрибуцију мастила преко закривљених површина. Већина модерних уређаја успева да добије дубину шупљине између 10 и 40 микрона, додати или одузети око 2 микрона, што одржава количину мастила која се отклања скоро увек. Паметне машине прилагођавају ствари као што су нивои ласерске снаге од око 50 вата до 200 вата, док се крећу брзином од пола метра у секунди до три метра у секунди. Ова флексибилност значи да могу да се побрину за све, од сложених радних линија до великих површина којима је потребна чврста покривеност без пропуштања удара.
Избор материјала и третман за оптималну адхезију мастила
Произвођачи који желе да добију добру адхезију мастила на пластичне чаше морају прво обрадити површине. За полипропилен и полиетиленске материјале, постоје две главне опције. Корона третман функционише повећавањем нивоа површинске енергије између око 40 и 60 мЈ на квадратни метар. Плазмени системи нуде други приступ који обично повећава ниво дине од око 31 до негде близу 54 мН/м на тим ПЕ површинама. Оно што ове третмани заправо постижу је боље влажење и јача адхезија. Резултати такође говоре сами за себе - неке установе извештавају да се након одговарајуће обраде ефикасност преноса мастила приближава 98%. И издржљивост остаје неповређена чак и након стотина циклуса прања, што их чини идеалним за контејнере сертификоване од стране НСФ-а који се морају понављати у апликацијама у служби хране где су стандарди безбедности на врху.
Превазилажење изазова у 3Д штампању и штампању на сложеним пластичним шољама
Прилагођеност силиконских падова за штампање на пластичне материјале са контурима
Силиконске подложке добро се уклапају у те занимљиве облике чаша које су закривљене, реброване или имају те пљескасте нацртке када се правилно компресирају. Када бирају прави ниво тврдоће између 20 и 60 на скали Шор А, инжењери морају да пронађу то сладољубно место између тога колико је материјал флексибилан, тако да може да се оптерети око контура, али и даље одржава довољно повратних својстава да се штампане слике одржавају оштре и Због ове флексибилности, штампање на плочицама одлично функционише на детаљним објектима као што су оне ребрестих чаша које људи воле данас или чак фенки чаше за коктел са свим врстама занимљивих образаца на површини.
Превазилажење изазова у штампању на неплоским пластичним површинама чаша
Поуздан штампање на неравномерним површинама зависи од три кључна фактора:
- Углова адаптација Пади се могу нагинути до 15° током преноса како би се уједначили са асиметричним контурима
- Контрола вискозитета Цвијеће са високим нивоом чврстих материја (65-75% чврстих материја по тежини) отпоручују проток на нагиби или вертикалној површини
- Површинска претратмана Плазмено еццинг повећава адхезију на нискоенергетске пластике као што је полиетилен за 40%, као што је потврђено по ASTM D3359-23
Примене у штампању на капацима за флаше и паковањима за пиће
Исте технологије примењују кодове за партије на полипропиленске капаче и цветну графику на ПЕТГ купачима. Модерне машине управљају штампањем површина мањих од 2 мм2 (нпр. фармацеутски поклопци) или обукују 360 ° дизајне око великих стадионских шоља, нудећи ненадмашиву свестраност у форматима паковања.
Индустријски парадокс: Висока прецизност против променљиве геометрије површине
Напређени системи решавају напетост између прецизности и варијабилности кроз динамичка подешавања:
- Реално време клише позиционирање (напредност ± 0,1 mm)
- Адаптивна контрола притиска на подушке (1050 Н/см2)
- УВ-очишћење у више фаза за решавање сенкираних или укочених подручја
Ова способност објашњава зашто 78% украшених пластичних контејнера сада користи штампање на плочицама (Гродни извештај ФТА 2023) упркос повећаној конкуренцији директних дигиталних метода.
Аутоматизација, одржавање и контрола квалитета у производњи брзине
Интеграција Машина за штампање пластичних шоља са системом за формирање и постављање
Модерне јединице за штампање плоча се без проблем интегришу са термоформирањем и линијама за постављање путем ПЛЦ-увођене аутоматизације, подржавајући брзине производње које прелазе 2.500 шољица на сат. Синхронизација затвореном циклусом осигурава глатки проток материјала од калупе до штампе до паковања, одржавајући тачност регистрације у оквиру ± 0.3 мм током континуираних операција.
Примена у срединама безбедне хране и високог брзине производње
Принтери за храну користе силиконске компоненте сертификоване од стране НСФ-а и мастила са ниским нивоом ВОЦ-а и UV-очињивача који се одмах оштре под ЛЕД матрицама. Студија у којој је 2023. године утврђена у складу са ФДА-ом показала је да ови системи смањују ризик од контаминације за 84% у поређењу са ручним декорацијом, док одржавају стопу циклуса од 4560 утисака у минути у хигијенским окружењима.
Инспекција квалитета у реалном времену за јасноћу и усклађивање штампе
Автоматизовани системи за визију опремљени индустријским камерама обављају 360° инспекције брзином од 120 кадрова у секунди, откривајући дефекте као што су мрљање или погрешна усклађеност изнад прагова од 0,5 мм. Модели машинског учења обучени на преко 50.000 узорака дефеката пружају 99,7% тачност откривања, усклађујући се са индустријским мерилима за производњу без дефеката.
Рутинско одржавање чаша за мастило, падова и клишеа
| Компонента | Честитљивост одржавања | Кључни задатак |
|---|---|---|
| Силиконска подлога | Сваких 8 сати | Чишћење изопропиловим алкохолом |
| Клише плоча | Свакодневно | Проверите дубину гравирања (≥ 25μm) |
| Црна чаша | Недељно | Замените оштре ноге за брисач |
Уобичајени проблеми у процесу штампања падова и стратегије за минимизацију времена одстајања
Око 12 посто штампачких послова доживљава делимичан пренос мастила на основу најновијих података о производњи од 2024. године. Већина оператера реши овај проблем тако што ће прилагодити тврдоћу плоча између 60 и 80 на Шор А скали или повећати притисак на отпечатак око 15 до 20 посто. Новији системи за брзу промену кертриџа омогућавају замену издржених компоненти као што су печатене плоче, клише и чаше за мастило за око 90 секунди. То је драматично смањило време за заустављање машине током смена, од просека 22 минута до сада једва преко три минута. За менаџер производње, овакве побољшања значи мање прекида и бољи укупни проток у целом објекту.
Često postavljana pitanja
Која је главна предност штампања на пластичним шољицама?
Главна предност је његова способност да штампа сложене дизајне на закривљеним или неправилним површинама, одржавајући квалитет детаља чак и на неравномерним површинама.
Колико често треба чистити силиконску подложу?
Силиконски подмештај треба чистити сваких 8 сати употребом изопропил алкохола.
Шта чини силиконске подложке неопходним за штампање подлога?
Силиконске подложке су еластичне и хемијски се добро везују са мастилом, што им омогућава да се носе са неисправношћу површине без угрожавања квалитета штампе.
Како се обезбеђује ефикасност преноса мастила на обрађеној пластици?
Површински третмани као што су корона и плазма третмани побољшавају адхезију и побољшавају ефикасност преноса мастила, постижући ефикасност до 98%.
Колико могу да се брже постигну модерне штампачке машине?
Модерне машине могу постићи брзине производње које прелазе 2.500 шољица на сат, са брзинама циклуса од 45-60 утиска у минути у окружењима безбедним за храну.
Sadržaj
- Основне компоненте и принцип рада Машина за штампање пластичних шоља
- Корак по корак процес штампања пластичних чаша
- Припрема дизајна и гравирање за прилагођене пластичне декорације чаша
- Превазилажење изазова у 3Д штампању и штампању на сложеним пластичним шољама
-
Аутоматизација, одржавање и контрола квалитета у производњи брзине
- Интеграција Машина за штампање пластичних шоља са системом за формирање и постављање
- Примена у срединама безбедне хране и високог брзине производње
- Инспекција квалитета у реалном времену за јасноћу и усклађивање штампе
- Рутинско одржавање чаша за мастило, падова и клишеа
- Уобичајени проблеми у процесу штампања падова и стратегије за минимизацију времена одстајања
- Često postavljana pitanja