
Основные компоненты и принцип работы Машина для печати на пластиковых стаканчиках
Определение и принципы тампопечати при персонализации пластиковых стаканчиков
Тампопечать позволяет точно наносить сложные рисунки на труднодоступные изогнутые или необычно формы пластиковые стаканчики благодаря специальной технологии силиконового переноса. Этот метод эффективно решает проблему нанесения плоского изображения на трёхмерные объекты. Секрет заключается в гибкой силиконовой прокладке, которая принимает форму любой поверхности, на которую необходимо напечатать. Для начала чернила заполняют крошечные канавки, выгравированные на металлических или пластиковых пластинах, известных как клише. Затем происходит самый интересный момент — силиконовая прокладка захватывает изображение с чернилами и аккуратно переносит его точно в нужное место на поверхности стаканчика. Эффективность этого процесса обусловлена тем, что он сохраняет высокую детализацию даже при работе с различными выпуклостями и изгибами, с которыми обычные методы печати просто не справляются.
Ключевая роль технологии передачи силиконовой прокладкой при нанесении чернил
Успех передачи чернил во многом зависит от силиконовых подушек, поскольку они обладают достаточной эластичностью (твердость по Шору примерно от 40 до 60) и химически хорошо связываются с чернилами. Эти подушки способны компенсировать различные неровности поверхности, не ухудшая качество печати при работе на полной скорости в производственных линиях. Большинство термостойких силиконов выдерживают около 20–30 циклов в минуту, а при сжатии на 0,5–1,5 мм полностью освобождают чернила. Их отличительной особенностью является водоотталкивающее свойство, которое предотвращает растекание чернил там, где они не должны быть, особенно на шероховатых или неровных поверхностях. Некоторые исследования, посвящённые адгезии полимеров, показывают, что такие системы обеспечивают передачу более чем 95 % чернил — это крайне важно для создания долговечных и безопасных для пищевых продуктов изображений на таких изделиях, как банки и бутылки.
Компоненты машин, такие как передающие подушки и печатные формы, объяснение
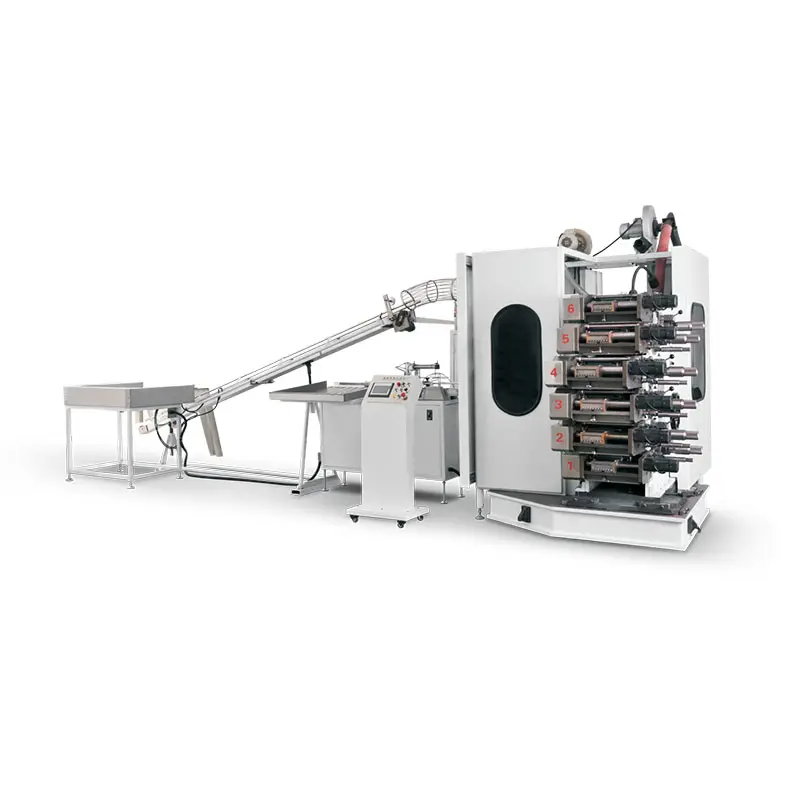
Типичный станок для печати на пластиковых стаканчиках включает три основные подсистемы:
| Компонент | Функция | Техническая спецификация |
|---|---|---|
| Клише | Удерживает гравированный рисунок | Стальные пластины с глубиной гравировки 15–25 мкм |
| Краскодержатель | Герметизирует и распределяет чернила | Изготовлен из нержавеющей стали с ЧПУ с допуском ±0,01 мм |
| Передвижной матрас | Среда для передачи чернил | Силикон пищевого класса с устойчивостью к разрыву 180°–220° |
Системы точного позиционирования обеспечивают точность расположения в пределах 0,05 мм более чем за 10 000 циклов, что позволяет последовательно наносить логотипы, предупреждающие обозначения и графические элементы на края одноразовых стаканчиков.
Пошаговый процесс трафаретной печати для пластиковых стаканчиков
Как запечатанный чернильный стакан обеспечивает постоянную подачу чернил на клише
Когда запечатанный чернильный стакан соприкасается с гравированной пластиной, он заполняет все мелкие канавки чернилами, не позволяя растворителям испаряться в воздух. Вся система работает как закрытый контур, поддерживая чернила в оптимальной консистенции даже при длительных производственных циклах. Затем стакан отъезжает в сторону, и специальное устройство — ракель — снимает излишки чернил. В результате остаются только чернила, находящиеся в углублениях с рисунком. Это означает, что каждый пластиковый стакан, выходящий с линии, практически идентичен предыдущему, что и требуется производителям для получения стабильного результата при печати тысяч единиц продукции.
Механизм передачи чернил с гравированной пластины на силиконовую подушку
Когда силиконовая печать опускается на чернильную клише, она слегка изгибается, чтобы захватить все мельчайшие детали изображения. Большинство печатей, используемых для кружек, имеют твёрдость по Шору примерно от 40 до 60 единиц, что обеспечивает оптимальное сочетание эластичности и прочности. Печать остаётся в контакте около половины секунды до двух секунд, в течение которых растворители в чернилах начинают проявлять своё действие. Далее происходит нечто довольно интересное: чернила прилипают к печати сильнее, чем к металлической пластине под ней. Это обеспечивает более чистую передачу изображения и сохранение чёткости даже после печати.
Точная фиксация и давление контакта при нанесении оттиска печатью
Система обеспечивает позиционную точность до примерно 0,01 мм, поэтому печатающая подушка точно совмещается с требуемым местом нанесения на пластиковые стаканчики. Давление пневматических цилиндров можно регулировать в диапазоне примерно от 3 до 15 psi в зависимости от толщины стенок стаканчика и типа используемого материала. Что касается сжатия подушки, мы обычно работаем в диапазоне около 30% до 70%. Это позволяет компенсировать различные отклонения, возникающие в процессе выдувного формования. Иногда стаканчики получаются слегка овальными или имеют незначительные деформации. Контролируемое сжатие гарантирует полный контакт подушки без фактического деформирования самого стаканчика.
Динамика сброса и втягивания для чёткого воспроизведения изображения
Когда пластина отводится назад, её способность восстанавливаться вызывает отслаивающее движение, начинающееся в центре и распространяющееся наружу. Это помогает уменьшить размазывание и сохраняет мелкие детали. Материал обладает довольно низким поверхностным натяжением — около 20–24 мН/м, что облегчает чистое отделение чернил. Однако перед печатью большинство производителей обрабатывают поверхность стакана либо с помощью огня, либо каким-либо плазменным методом. Этот этап имеет большое значение, поскольку без надлежащей адгезии важные элементы, такие как штрих-коды на упаковке продуктов, просто не будут напечатаны правильно. Таблицы пищевой ценности также должны быть четкими, чтобы покупатели могли легко их прочитать в продуктовых магазинах.
Подготовка дизайна и гравировка для индивидуального декорирования пластиковых стаканчиков
Цифровое преобразование дизайна для печати на изогнутых или нерегулярных поверхностях
При подготовке макетов для цилиндрических кружек дизайнеры должны адаптировать изображения с помощью векторных инструментов, которые корректно обрабатывают кривые и искажения. Профессионалы в отрасли используют специализированные программные пакеты, создающие виртуальную 3D-модель готового изделия. Это позволяет им корректировать размеры и формы так, чтобы логотипы компаний не растягивались при печати на изогнутых поверхностях, даже при охвате почти по всему периметру под углами, приближающимися к 250 градусам. Правильная настройка этих параметров гарантирует, что бренд будет хорошо выглядеть на всей поверхности кружки, что особенно важно для продуктов, где требуется полное размещение логотипа вокруг ёмкости, высота которой обычно вдвое превышает её ширину.
Изготовление гравировальных пластин (клише) для точного воспроизведения изображений
Сами клише могут изготавливаться либо из закаленной стали, либо из различных полимеров — в зависимости от того, что лучше подходит для конкретной задачи. Затем они гравируются с помощью промышленных лазеров, создающих крошечные полости, которые точно соответствуют проекту и обеспечивают правильное распределение чернил на криволинейных поверхностях. Большинство современных установок обеспечивают глубину полостей в диапазоне от 10 до 40 микрон с допуском около ±2 микрона, что позволяет стабильно наносить одинаковое количество чернил при каждом оттиске. Умные машины регулируют такие параметры, как мощность лазера — от примерно 50 ватт до 200 ватт, — и скорость движения, которая может варьироваться от половины метра в секунду до трёх метров в секунду. Такая гибкость позволяет безупречно обрабатывать как сложные детализированные узоры, так и крупные участки, требующие сплошного покрытия.
Выбор и обработка материалов для оптимальной адгезии чернил
Производителям, стремящимся обеспечить хорошее сцепление чернил с поверхностью пластиковых стаканчиков, необходимо предварительно обработать поверхности. Для материалов полипропилена и полиэтилена доступны два основных варианта. Обработка коронным разрядом повышает уровень поверхностной энергии примерно до 40–60 мДж на квадратный метр. Плазменные системы предлагают альтернативный подход, который обычно увеличивает значения дины с приблизительно 31 до около 54 мН/м на этих полиэтиленовых поверхностях. Что в действительности достигают такие методы — так это улучшенные свойства смачивания и более прочное сцепление. Результаты говорят сами за себя: некоторые предприятия сообщают о достижении почти 98% эффективности передачи чернил после правильной обработки. При этом долговечность сохраняется даже после сотен циклов мытья, что делает их идеальными для контейнеров, сертифицированных по стандарту NSF, которые необходимо многократно использовать в сферах общественного питания, где соблюдаются строгие требования безопасности.
Преодоление трудностей при печати на трёхмерных и сложных по форме пластиковых стаканчиках
Адаптивность силиконовых печатных подушек при нанесении изображения на пластиковые материалы с рельефом
Силиконовые подушки хорошо прилегают к сложным формам стаканов, имеющих изогнутую поверхность, ребристость или филенки, при правильном сжатии. При выборе подходящей степени твердости в диапазоне от 20 до 60 по шкале Шора А инженерам необходимо найти оптимальное соотношение между гибкостью материала, позволяющей огибать контуры, и достаточной упругостью для сохранения четкости и ясности напечатанных изображений. Благодаря этой гибкости метод тампопечати отлично подходит для нанесения изображений на детализированные изделия, такие как популярные сегодня ребристые стаканы или изысканные бокалы для коктейлей с самыми разнообразными поверхностными узорами.
Преодоление трудностей при печати на неплоских поверхностях пластиковых стаканов
Надежная печать на неровных поверхностях зависит от трех ключевых факторов:
- Угловая адаптация – Подушки могут наклоняться до 15° во время переноса изображения для точного соответствия асимметричным контурам
- Контроль вязкости Цветочки с высоким содержанием твердых веществ (65-75% твердых веществ по весу) сопротивляются потоку на наклонных или вертикальных поверхностях
- Предварительная обработка поверхности Плазменный гравирование повышает адгезию на низкоэнергетические пластмассы, такие как полиэтилен, на 40%, как подтверждено ASTM D3359-23
Применение в печати на крышках бутылок и упаковках напитков
Та же технология применяется к кодам партий для полипропиленовых крышек и цветных графических изображений на PETG-катушках. Современные машины обрабатывают печатные площади размером до 2 мм2 (например, фармацевтические крышки) или обертывают 360°-ные конструкции вокруг больших стадионных чашек, предлагая непревзойденную универсальность в различных форматах упаковки.
Индустриальный парадокс: высокая точность против переменной геометрии поверхности
Передовые системы решают напряжение между точностью и изменчивостью с помощью динамических регулировок:
- Позиционирование клише в реальном времени (точность ± 0,1 мм)
- Адаптивный регулировщик давления на подставке (1050 Н/см2)
- Многоступенчатая ультрафиолетовая отвертка для обработки затененных или вложенных областей
Эта возможность объясняет, почему 78% украшенных пластиковых контейнеров теперь используют печатные пластинки (годовой отчет FTA 2023), несмотря на растущую конкуренцию от прямых цифровых методов.
Автоматизация, техническое обслуживание и контроль качества в высокоскоростном производстве
Интеграция Машина для печати на пластиковых стаканчиках с системами формования и накладывания
Современные печатные блоки с термоформовкой и сборкой легко интегрируются с помощью автоматизации, управляемой ПЛК, обеспечивая скорость производства более 2500 чашек в час. Синхронизация с закрытым контуром обеспечивает плавный поток материала от формования до печати и упаковки, сохраняя точность регистрации в пределах ± 0,3 мм в течение непрерывных операций.
Применение в безопасной для пищи и высокоскоростной производственной среде
Принтеры, предназначенные для пищевой промышленности, используют силиконовые компоненты, сертифицированные по стандарту NSF, и чернила с низким содержанием ЛОС, отверждающиеся под воздействием УФ-излучения, которые мгновенно затвердевают под светодиодными массивами. Исследование FDA за 2023 год показало, что такие системы снижают риски загрязнения на 84% по сравнению с ручной декорацией, обеспечивая при этом цикл производительности 45–60 оттисков в минуту в условиях чистоты.
Инспекция качества в реальном времени для четкости и точности печати
Автоматизированные системы технического зрения, оснащённые промышленными камерами, выполняют инспекцию на 360° со скоростью 120 кадров в секунду, выявляя дефекты, такие как размазывание или смещение более чем на 0,5 мм. Модели машинного обучения, обученные на базе более чем 50 000 образцов дефектов, обеспечивают точность обнаружения 99,7%, что соответствует отраслевым стандартам производства бездефектной продукции.
Регулярное обслуживание чернильных чашек, печатных тампонов и клише
| Компонент | Частота обслуживания | Ключевая задача |
|---|---|---|
| Силиконовый подкладка | Каждые 8 часов | Очистите изопропиловым спиртом |
| Пластина клише | Ежедневное | Проверить глубину гравировки (≥25 мкм) |
| Краскодержатель | Еженедельно | Заменить лезвия скребка |
Распространённые проблемы в процессе тампопечати и стратегии сокращения простоев
Примерно у 12 процентов заданий по печати наблюдается частичный перенос чернил на основе данных недавнего производства за 2024 год. Большинство операторов устраняют эту проблему, подстраивая твёрдость тампона в диапазоне от 60 до 80 по шкале Шора А или увеличивая давление печати примерно на 15–20 процентов. Современные системы быстрой замены картриджей позволяют заменять изношенные компоненты, такие как печатные тампоны, клише и чернильные чашки, всего за около 90 секунд. Это значительно сократило простои оборудования в ходе смены — в среднем со 22 минут до чуть более чем 3 минут. Для производственных менеджеров такие улучшения означают меньшее количество перебоев и более высокую общую производительность на предприятии.
Часто задаваемые вопросы
В чём главное преимущество тампопечати на пластиковых стаканчиках?
Главное преимущество заключается в способности наносить сложные рисунки на изогнутые или неровные поверхности, сохраняя качество детализации даже на шероховатых поверхностях.
Как часто следует очищать силиконовый тампон?
Силиконовую печать следует очищать каждые 8 часов с использованием изопропилового спирта.
Почему силиконовые печати являются необходимыми для трафаретной печати?
Силиконовые печати обладают эластичностью и хорошо химически связываются с чернилами, что позволяет им обрабатывать неровности поверхности без ухудшения качества печати.
Как обеспечивается эффективность передачи чернил на обработанной пластмассе?
Поверхностные обработки, такие как коронный разряд и плазменная обработка, улучшают адгезию и повышают эффективность передачи чернил, достигая до 98 % эффективности.
Какую скорость могут достигать современные машины для трафаретной печати?
Современные машины могут достигать производственной скорости более 2500 изделий в час, с циклами 45–60 оттисков в минуту в условиях, безопасных для пищевой промышленности.
Содержание
- Основные компоненты и принцип работы Машина для печати на пластиковых стаканчиках
- Пошаговый процесс трафаретной печати для пластиковых стаканчиков
- Подготовка дизайна и гравировка для индивидуального декорирования пластиковых стаканчиков
-
Преодоление трудностей при печати на трёхмерных и сложных по форме пластиковых стаканчиках
- Адаптивность силиконовых печатных подушек при нанесении изображения на пластиковые материалы с рельефом
- Преодоление трудностей при печати на неплоских поверхностях пластиковых стаканов
- Применение в печати на крышках бутылок и упаковках напитков
- Индустриальный парадокс: высокая точность против переменной геометрии поверхности
-
Автоматизация, техническое обслуживание и контроль качества в высокоскоростном производстве
- Интеграция Машина для печати на пластиковых стаканчиках с системами формования и накладывания
- Применение в безопасной для пищи и высокоскоростной производственной среде
- Инспекция качества в реальном времени для четкости и точности печати
- Регулярное обслуживание чернильных чашек, печатных тампонов и клише
- Распространённые проблемы в процессе тампопечати и стратегии сокращения простоев
-
Часто задаваемые вопросы
- В чём главное преимущество тампопечати на пластиковых стаканчиках?
- Как часто следует очищать силиконовый тампон?
- Почему силиконовые печати являются необходимыми для трафаретной печати?
- Как обеспечивается эффективность передачи чернил на обработанной пластмассе?
- Какую скорость могут достигать современные машины для трафаретной печати?